製造工程

品質と信頼性
安心してお取引して頂くために
霧島連山の山麗にある小林市で、昭和26年から樅の木を専門に製材加工を行っています。
受け継いだ技術と昔ながらの天然乾燥で、高品質の製材品や木工品を製造しています。
製材の流れ

ドイツの森で、専任スタッフが立木や切り倒した丸太から品質の高い丸太を選木します。

弊社ではドイツのシュヴァルツバルトから樹齢150~250年の樅の丸太を年間約4,500~5,500㎥ほど輸入しています。丸太はヨーロッパを出港してアジアを経由し、九州の港に荷揚げされます。

2mの長さに玉切りを行い、元玉と2番玉以降の丸太を分けて管理します。
※¹元玉は節が少なくサイズも大きい為、幅広かつ無節の板がとりやすいが、根に近い為に木目が広く流れがち。
※²2番玉は最も良質な板がとりやすい。節は比較的少なく目流れも余りない。木目の真っすぐ通った無節(or節が少ない)の板がとりやすい。末口(立木で言う上の方に位置する小口)に近づくほど、節が増え、板の取れ幅が狭くなる。
※¹元玉は節が少なくサイズも大きい為、幅広かつ無節の板がとりやすいが、根に近い為に木目が広く流れがち。
※²2番玉は最も良質な板がとりやすい。節は比較的少なく目流れも余りない。木目の真っすぐ通った無節(or節が少ない)の板がとりやすい。末口(立木で言う上の方に位置する小口)に近づくほど、節が増え、板の取れ幅が狭くなる。
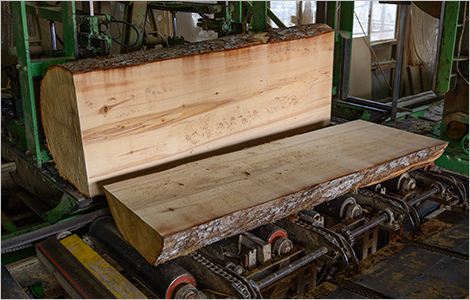
大割を行います。全て柾目挽の製材を行う為の下準備として、4つの部位に切り分けます。丸太はそれぞれ違った特徴があるため、職人が木の育ち方を見て、どのように大割するかを判断します。

柾目板に製材を行います。大割材の幅・木目・節・色などの特徴を考慮して、用途ごとに適切な厚みに挽分けます。オーダーに応じての特注材の製材も承ります。

製材した板を種類(厚み)別に仕分けます。

霧島連山からの吹き下ろしの風を利用し、板を含水率15%以下に乾燥させます。厚み7㎜の板で季節や天候により3日から7日ほどで乾燥します。

乾燥機を1台保有しています。厚みのある分材の乾燥の仕上げに利用しています。

木箱や木札、絵馬などの材料に使われる2分3板の選別場。幅90㎜から15㎜間隔で300㎜まで、6種類の等級に別け販売しています。必要に応じ、両面サンダーで厚み6mmに仕上げます。

卒塔婆材の選別場。卒塔婆材は地域ごとに様々な規格がありますが、弊社では関東向けの2寸5分塔婆材や2寸塔婆材を生産しています。4尺から6尺の長さを無地・上小・小節に選別しています。
加工について
幅加工

ギャングリッパー。乾燥材の幅決め加工を行います。特別な仕上げチップソーを使用しており、仕上りが非常に綺麗です。また、下面キャタピラーにより直進性があり、正確な幅決めが可能です。

均一に幅決めされた材料
厚み加工と表面仕上げ

両面ワイドサンダー。板の表裏をサンドペーパーで研磨し、仕上げる機械です。主に内装材や木箱仕組材の仕上げに用います。最大で幅600mmの板まで対応可能です。

両面プレーナー、片面のみを仕上げる機械も保有しています。
厚みを削り、荒仕上げに用います。その後、サンダーや超仕上げで仕上げます。
サンダーよりも厚く削り切れるのも特徴です。
厚みを削り、荒仕上げに用います。その後、サンダーや超仕上げで仕上げます。
サンダーよりも厚く削り切れるのも特徴です。

超仕上げ。表面を薄く0.5mm程スライスし、仕上げます。
表面にツヤが出て、生地の良し悪しがはっきりと判ります。
表面にツヤが出て、生地の良し悪しがはっきりと判ります。
横切り

横切り機。板の持つ欠点(節や変色など)を排除しながら、材の長さ決めを行います。
検品

木取した材を、人の目で一枚一枚検品します。
結納品加工

挽き曲げ加工。木取した材に素挽きを入れ、白木台の縁を作ります。

底付け作業。完成した縁に底板を接着後、プレスして乾燥させます。
幅接ぎ加工

材の目合わせを行います。似た木目の材を組み合わせる事で、集成材の接ぎ目が分かりにくくなります。

高周波板接ぎ接着機。高周波を利用し幅接ぎ集成加工を行います。
油圧ホットプレス

油圧ホットプレス機。板材の積層集成加工を行います。
端材の利用
各工程で発生する端材などは、のこ屑・ペレット・チップ・猫砂などの材料や、燃料として利用します。のこ屑として家畜の敷料や、猫砂として利用する際にも樅の木の持つ特性が活かされます。

のこ屑

ペレット

チップ